
今回はマシニングセンタの主軸について説明していきたいと思います。
主軸とはマシニングセンタにとって命とも言える要素です。エンドミルからの切削抵抗を受け止め、それを上回る力を与えなければならないからです。
今回はマシニングセンタを選定する上で、主軸のどのようなところに着目すべきかを簡単に解説します。
主軸の注目すべきポイント
マシニングセンタを選定する際には以下のようなポイントを確認するとよいでしょう。
- 最高回転数
- トルク特性図
- シャンク
- スルースピンドルクーラント
①最高回転数
最高回転数とはその名の通り、主軸が出せる最大の回転数のことです。単位はmin-1で、1分間に何回転するかを示しています。
最高回転数が高ければ高いほど、小径工具で切削速度を上げることができ、高速に加工することができます。小径工具を使用する代表的な加工は、金型などの微細加工です。ゆえに高精度をうたうマシニングセンタほど高回転主軸を搭載している傾向があります。
しかし、高回転主軸にも欠点はあります。高回転主軸に使用されるベアリングは全体的に与圧の低いものが使用されます。与圧が低いとベアリング自体の剛性も低くなり、結果的に剛性の低い主軸になってしまいます。小さな切削力で大きく変形してしまうため、荒加工には不向きとなります。
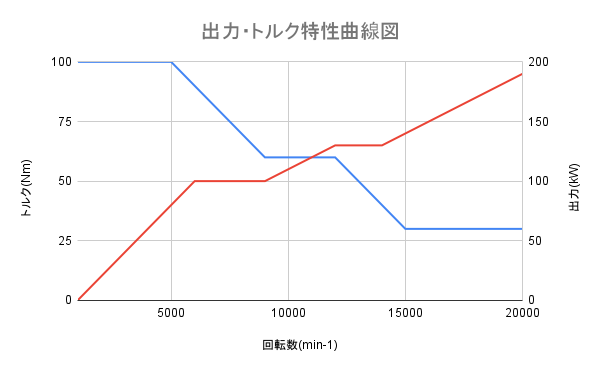
②トルク特性図
工具径の大きい正面フライスや径の大径タップを使用する際には大きなトルクが必要になります。しかし、主軸には出せる限界のトルクが決まっています。加工に必要なトルクが得られない場合、加工中にアラームで停止したり、最悪の場合、主軸が損傷してしまうことも…
このような事態を防ぐためにも、事前に主軸が出すことのできる最大トルクを確認しておきましょう。主軸の性能は工作機械メーカーが提供するトルク・出力特性図というグラフにより確認することができます。回転数に応じた出力・トルクが記載されています。
③シャンク
シャンクとは主軸と工具をつなぐインターフェースです。日本のマシニングセンタにおいてはBT規格、HSK規格のものが多く流通しており、筆者の感覚的にはBT規格が最も使用されていると感じています。
BT規格は一面拘束、HSK規格は2面高速であり、HSK規格のほうが剛性が高く、クランプ力も高いです。
しかし、大体の場合は工場内で使用するシャンクの種類を合わせて効率化している場合がほとんどかと思います。
なお、BT規格を使用する主軸は構造上、高速回転させると主軸がシャンクを引き込み、抜けなくなるという事態が発生します。よって、BT規格を使用するマシニングセンタは高トルク、低回転の主軸がほとんどです。


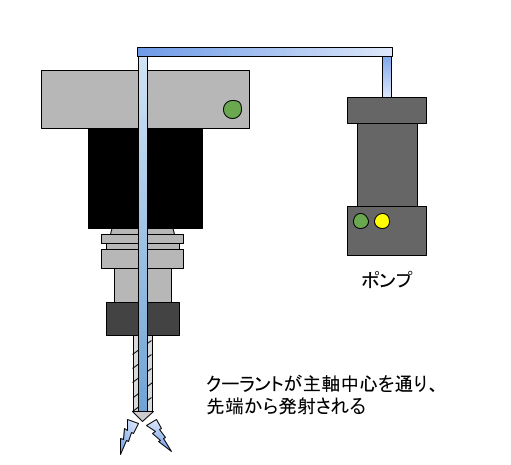
④スルースピンドルクーラント
スルースピンドルクーラントとはホルダー内部を介して出るクーラントのことです。通常のエンドミルでの加工ではそこまで必要ではありませんが、深穴ドリルを使用する際には必須となります。
スルースピンドルクーラントは大抵の場合、オプションとして販売されています。深穴加工を行う予定があるのなら、選択しておいたほうが無難でしょう。
まとめ
マシニングセンタを選定する際には主軸の以下のポイントに気をつけるとよいでしょう。
- 最高回転数
・特に小径工具を使用する際には注意する - トルク特性図
・タップ、正面フライス加工を行う際には注意する - シャンク
・BT規格が一般的だか、HSK規格がおすすめ - スルースピンドルクーラント
・とりあえず付けておいたほうが無難
コメント