今回はマシニングセンタの荒加工における切削方法について解説していきます。切削方法には「重切削」、「高速切削」の2種類があり、それぞれメリット・デメリットがあります。この記事ではそれらについて解説します!
- 重切削は剛性の高いマシニングセンタにのみ許される荒加工方法である。
- 高速切削は剛性の低いマシニングセンタでも加工可能であるが、軸の加速性がもろに反映されてしまう。
- どちらが早い加工法なのかはケースバイケース。
重切削と高速切削のメリット・デメリット
重切削のメリット・デメリット
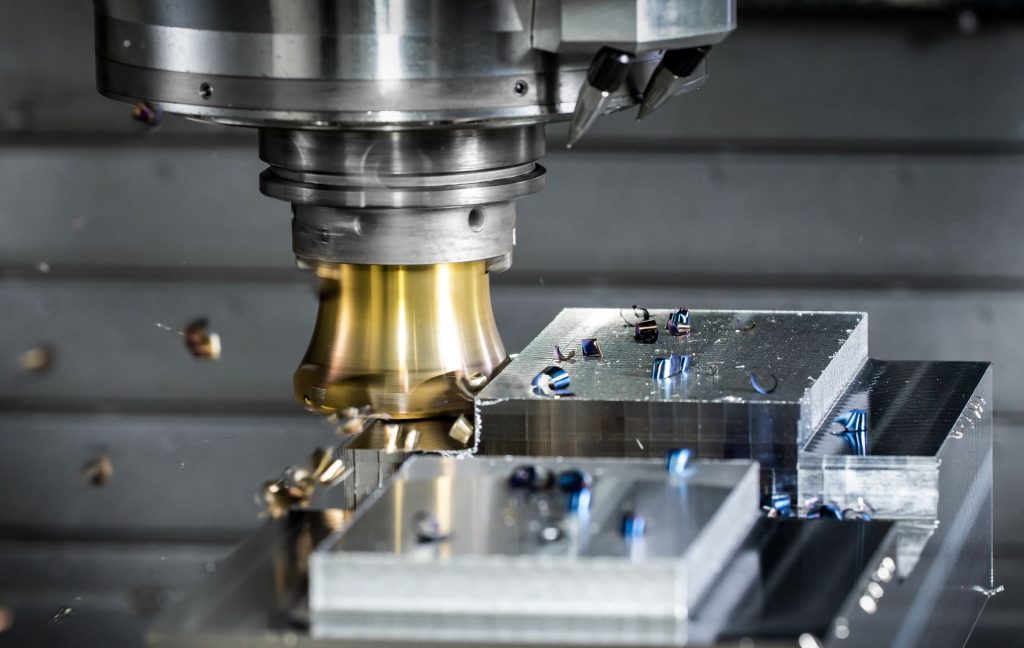
重切削とは軸方向、径方向の切り込みを大きくとり、一回の切削で多くの材料を除去する加工法・考え方のことです。大量の材料を短時間で除去することができるため、効率的に加工が行えます。主に大型のマシニングセンタ、中ぐり盤で行われています。
重切削には以下のような代表的なメリットがあります。
メリット
①マシニングセンタの本来の性能をフルで発揮することができる
②加工時間が推測しやすい
①マシニングセンタの性能をフルで発揮することができる
マシニングセンタの代表的な性能指標の一つに「剛性」があります。剛性とは簡単に言うとマシニングセンタ自体の頑丈さを示す言葉で、剛性が高いほど高い切削力に耐えられる=大きな切込みでも安定して削れると一般的に考えられています。
このようなマシニングセンタにおいては重切削こそ真価を発揮する絶好のタイミングです。
②加工時間が推測しやすい
重切削はかなりの低速で加工を行います。なので軸移動の加減速が少なく、送り速度が安定しているので、加工時間の計算にずれが少ないです。また、高速切削と比較して逃げ動作が少なくなる傾向があるため、非切削時間がより少なくなります。
デメリット
①高剛性のマシニングセンタ、治具、工具が必要
②マシニングセンタ自身にダメージを与えやすい
③加工時の熱が発生しやすく、材料が歪みやすい
①高剛性のマシニングセンタ、治具、工具が必要
重切削は大きな切削力を伴う加工です。故にマシニングセンタ本体のみでなく、治具、エンドミル、ホルダーなどの関連部品にも高剛性が求められてしまいます。
②マシニングセンタ自身にダメージを与えやすい
重切削では加工中に大きな振動が発生します。この振動がマシニングセンタにとってはあまり良くなく、様々な障害を引き起こすことがあります。重切削によって引き起こされる代表的な問題に、主軸の振れ精度の悪化が挙げられます。
③加工時の熱が発生しやすく、材料が歪みやすい
荒加工においては切削時に発生する熱が問題になることが多々ありますが、重切削ではそれが顕著に表れる傾向があります。加工時に発生した熱はワークに伝わり、形状によっては反りや変形が発生することがあります。
高速切削のメリット・デメリット
高速切削とは重切削とは全く反対の考え方で、軸方向の切り込み量を少なくして、送り速度をより早くするという加工法です。径方向の切込みはそこまで減らさず、薄く、広く、そして速く、加工を行うというイメージです。近年の切削工具の発展により、高速切削の考え方も広まりを見せています。高速切削のメリット・デメリットは以下の通りです。
メリット
①剛性の低いマシニングセンタでも加工可能
②加工熱が外部に逃げやすい
①剛性の低いマシニングセンタでも加工可能
高速切削は軸方向の切込みを少なくし、薄く、広く削ることで径方向の切削力を少なくして加工することが可能です。特に、高速切削に使用される代表的な工具である高送りカッタは切込み角を大きくとることで、より径方向の切削力を減らすことに成功しています。
このように高速切削においては少ない径方向切削力での加工が可能なので、剛性の低い、繊細で貧弱なマシニングセンタにおいても加工が可能です。

②加工熱が外部に逃げやすい
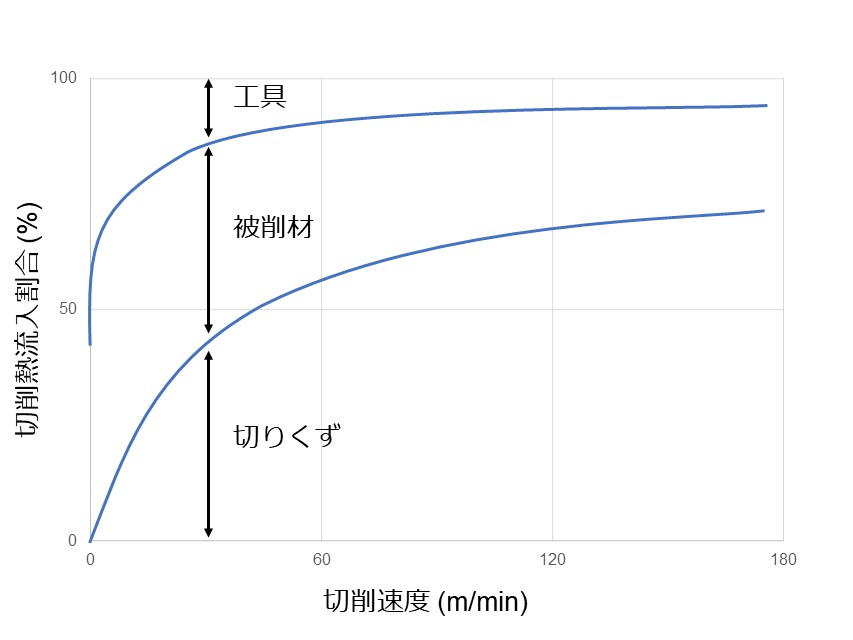
一般に加工時の切削速度が上がれば上がるほど、切子に伝わる切削熱は多くなることが知られています。なので、加工しているワークに熱を持たせないためには、より切削速度を上げることが重要です。
高速切削なら、少ない切込み量で加工を行っているので切削速度を上げることが容易です。よって熱がワークにこもりづらく、熱による変形を抑えることができます。
デメリット
①マシニングセンタの加速性能が加工時間にもろに影響する
②加工パスを作成するのに注意が必要
①マシニングセンタの加速性能が加工時間にもろに影響する
高速切削の加工時間は、マシニングセンタの加速性能によって大きく左右されます。大型の門型マシニングセンタなどは基本的に軸の移動速度が遅いです。そのような機械で高速加工を行うと、コーナー部や直線部で十分な速度が得られないことがあり、加工能率が落ちていしまいます。
②加工パスを作成するのに注意が必要
高速切削でよく使用される高送りカッタは通常の正面フライスとは刃の形状が大きく異なります。加工後の底面が平面でなかったり、ヘリカル加工に制限が生じたりなど、正面フライスと同じように運用することはできません。注意してください。
まとめ
今回の記事のまとめとなります。
- 重切削は剛性の高いマシニングセンタにのみ許される荒加工方法である。
- 高速切削は剛性の低いマシニングセンタでも加工可能であるが、軸の加速性がもろに反映されてしまう。
- どちらが早い加工法なのかはケースバイケース。

コメント