
今回はスレッドミルという切削工具について説明していきます。スレッドミルはタップと同じく、ねじを加工する工具ですが、加工方法、使い方などに大きな違いがあります。今回はそれらの違いついて解説していきます。
スレッドミルとは…?
スレッドミルでの加工は別名、「ヘリカル補間ねじ切り」と呼ぶことがあります。スレッドミルは側刃にねじ山形状がついており、ヘリカル補間を行うことでねじ穴を形成するという仕組みです。メリット・デメリットについて下記に示します。
スレッドミル加工の最大のメリットは低トルクでも加工可能な点です。どんなに貧弱な主軸でも大径のねじ穴や高硬度材へのねじ穴加工を行うことができます。また、加工途中で工具が折損した場合でも容易に取り出すことができ、挽回が可能です。
しかし、同時に工具が高価である、タップ加工と比べて加工時間が遅くなることが多い、などのデメリットも存在します。
- 高いトルクを必要としない
- 高硬度材でも安定したねじ加工が可能
- 工具が折れたときに取り出しやすい
- 加工速度が遅い
- 値段が高い
なお、スレッドミルは仕様、使用方法がメーカーによって微妙に異なります。詳しくはスレッドミルを生産している工具メーカーのwebページを参照してください。
スレッドミルの加工原理
スレッドミルは側面につけられたねじ形状の刃によってねじ山を形成します。タップとは違い、主軸を回転させたまま使用します。材料に対してヘリカル補間(円弧補間+Z方向への移動)を行うことで決められたピッチのねじ穴を形成します。
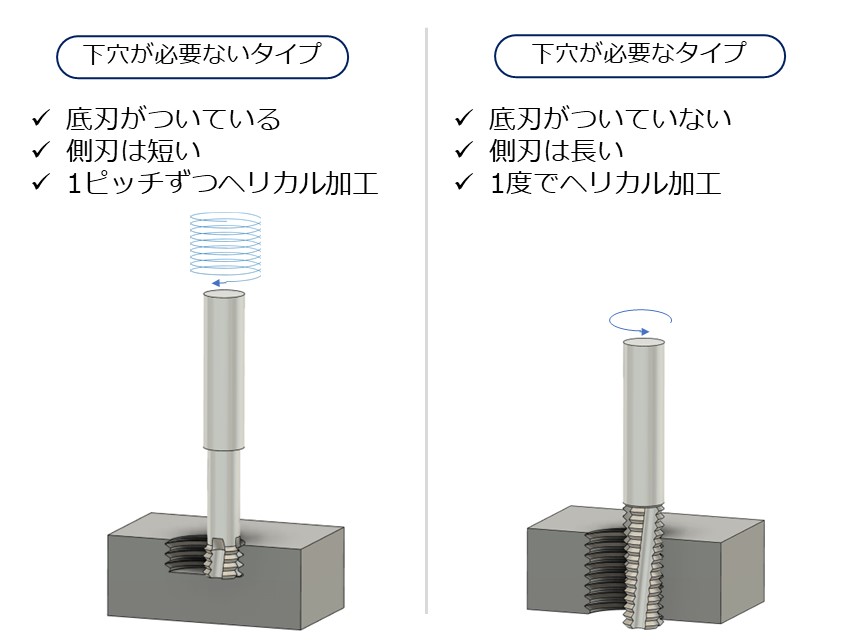
また、スレッドミルには下穴が必要なタイプと必要ないタイプが存在します。下穴が必要ないタイプのスレッドミルには底刃がついており、Z方向にも加工を行います。下穴が必要なタイプには底刃がついておらず、下穴が必ず必要になりますが、その分側刃が長いものが多く、より効率的に加工ができます。
スレッドミルの使用方法
簡単にスレッドミルの使用方法を紹介します。スレッドミルの使用方法はタップとは大きく異なりますが、手順としては簡単です。
①スレッドミルを選定する
工具メーカーのカタログを参照しながら、目的のタップ径を空けれる工具を探し出します。
②マシニングセンタのスペックを確認する
ヘリカル補間が使用可能かどうかを確認しましょう。また、スルースピンドルクーラントを使用できるスレッドミルも存在するので併せて確認しましょう。
③プログラムを作成する
ここが最も重要です。スレッドミルは通常のタップ加工サイクルでは加工できません。メーカー推奨の加工パス、またはメーカーから提供されている加工プログラム作成ソフトを使用してプログラムを作成する必要があります。
スレッドミル使用上の注意点
スレッドミルは基本的に左刃です。これは右ねじを加工する際にダウンカットにさせるためです。よって主軸を逆転させて加工する必要があります。もし、主軸を正転させて加工させてしまうと、刃のない部分で加工することになり、スレッドミルが折れます。気をつけてください。
タップ加工との比較
ねじ穴加工として最も一般的なタップとスレッドミルを簡単に比較してみます。
①必要とされるマシニングセンタのスペック
タップ加工はねじ径が大きくなるごとに必要な主軸のトルクも増大していきます。なのでおのずと加工できるタップ径に限界が生じてしまいます。
しかし、スレッドミルにほそのような心配は無用です。切削加工でねじ穴を加工するので少ないトルクでねじ穴を加工可能となります。主軸にも優しく、マシニングセンタの寿命を延ばしてくれます。
②1本当たりの値段
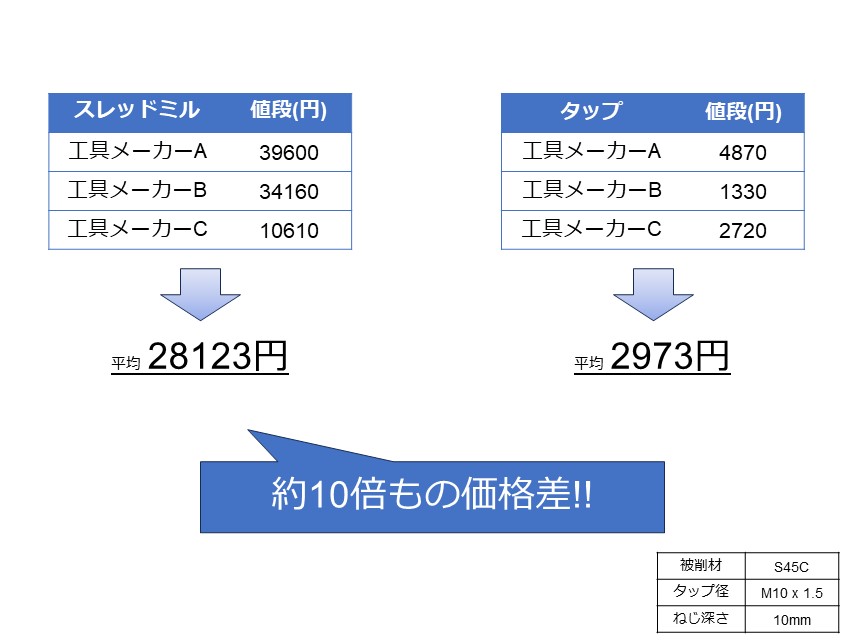
タップ/スレッドミル1本あたりの値段を比較してみました。様々なメーカーからスレッドミルは販売していますが、どこのメーカーでもタップと比較して5~10倍もの価格差がありました。全体的にスレッドミルは高価な工具のようです。
③1穴あたりの加工時間
タップ/スレッドミルの1穴あたりの加工時間を比較してみました。価格差はとても大きかったですが、加工時間はどうでしょうか?M10タップ1穴を開ける加工時間をタップ、スレッドミルでシミュレーションしてみました。
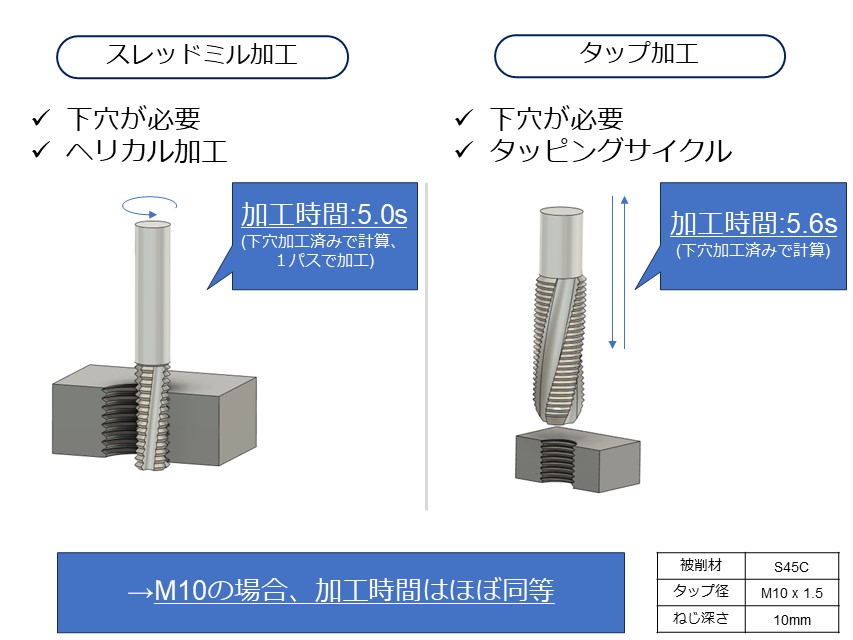
シミュレーションの結果、加工時間に大きな差はありませんでした。最近のスレッドミルは切削速度を上げられるものが多く、加工時間もその分早くなっています。
10倍もの価格差がありながら、加工時間的には同等となると、まず量産加工には向きません。スレッドミルは単品モノ、高硬度材、下穴に余裕がない場合など、限られたシチュエーションで効果を発揮する工具ということが分かりました。
まとめ
今回のまとめです。最近のスレッドミルはかなり進化していることが分かりました。今後コストの面で進化が続けば、いずれタップに代わる加工法になるのかしれません…
- スレッドミルはタップと比較して5~10倍、高価である。
- 加工時間はスレッドミルとタップで大した差はない。
- よって、スレッドミルは安全に高硬度材にねじ穴を開けたいとき、下穴に余裕のないとき、大径タップのときなどに使用するのが最も適している。
コメント