マシニングセンタ、NCフライス盤などには固定サイクルという便利な機能が付いています。穴あけ、ねじ切りなど単純な動きを簡単に指令することができます。そのうちのいくつかを今回紹介していきたいと思います。
※今回はFanuc系の制御装置で使用できる固定サイクルの紹介となります。他の制御装置(メルダス、シーメンス等)でも同様の固定サイクルはありますが、若干、仕様が異なります。詳しくは取扱説明書をご参照ください。
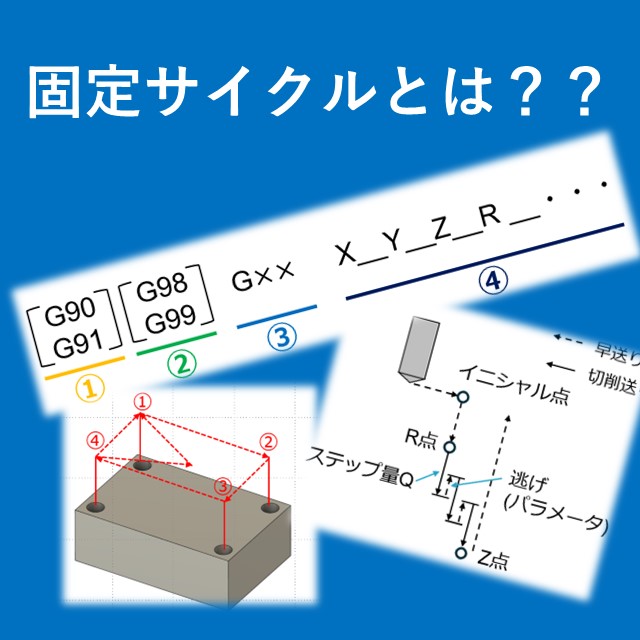
固定サイクルとは・・・?
固定サイクルとはGコードの一種で、穴あけ、ねじ切りなどを少ないGコードで簡単に行える機能のことを指します。一般的に広く使用されており、特にねじ切りに関しては固定サイクル無しでは加工を行うことができません。今回は固定サイクルの中でも最も使用するであろう
・G81(ドリルサイクル)
・G73(間欠ドリルサイクル)
・G84(タッピングサイクル)
・G76(ボーリングサイクル)
の4種類を紹介したいと思います。
固定サイクルの基本
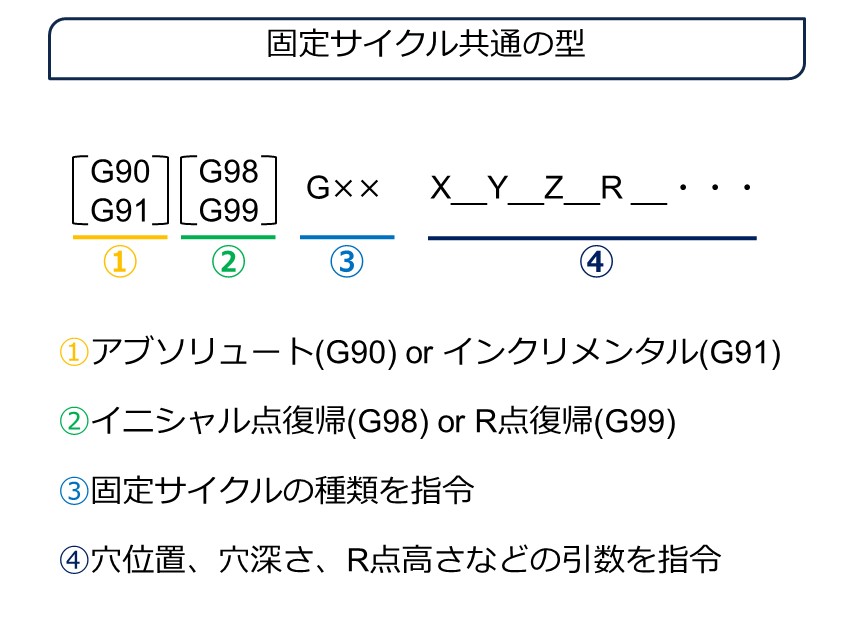
固定サイクル共通の型
全ての固定サイクルには共通したプログラミングの型が存在し、以下のように指令します。基本的には最初に
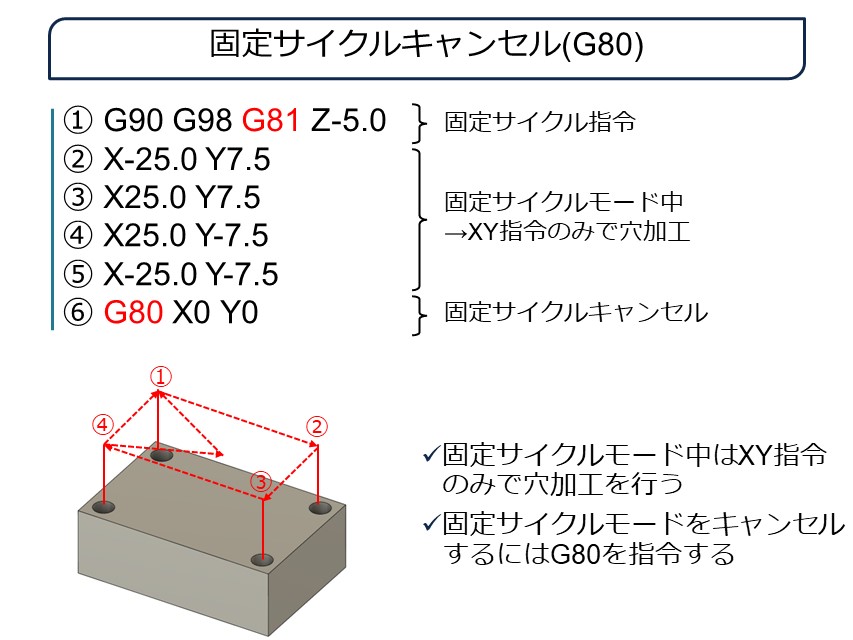
固定サイクルキャンセル(G80)
そもそも固定サイクルは一度指令すると、固定サイクルキャンセル(G80)が指令されるまでずっと固定サイクルモードとなり、通常のGコードでの指令と異なる挙動をします。固定サイクルモード中はX,Yの指令のみで最初に指令した固定サイクルを繰り返し実行します。多くの穴を開けたい場合に非常に便利です。ただし、使用後は必ず固定サイクルキャンセル(G80)を指令するようにしてください。
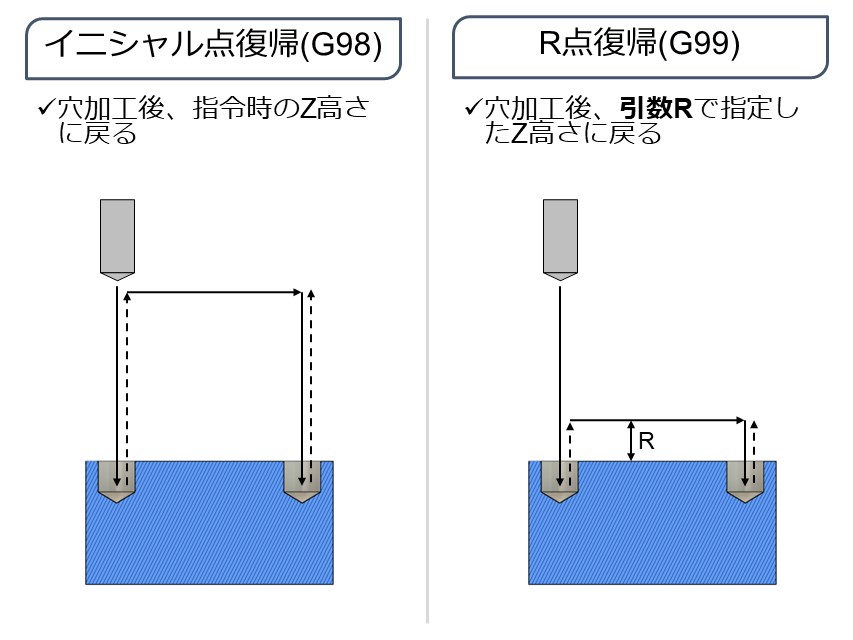
イニシャル点復帰(G98)とR点復帰(G99)
固定サイクルでは加工後にどのZ高さまで復帰するかをあらかじめ選択することができます。イニシャル点復帰とR点復帰の2種類から選択できます。加工する形状によってこれらを使い分けます。
①イニシャル点復帰(G98)
イニシャル点復帰(G98)を指令すると、固定サイクルが指令された時点でのZ高さに毎加工ごとに復帰します。穴を開ける面が平面でない場合によく使用されます。
②R点復帰(G99)
R点復帰(G99)を指令すると、指定したZ高さに毎加工ごとに復帰します。事前に引数Rで退避高さの設定が必要ですが、加工時間はイニシャル点復帰よりも早くなります。単純な平面での穴あけ加工によく使用されます。
代表的な固定サイクルの紹介
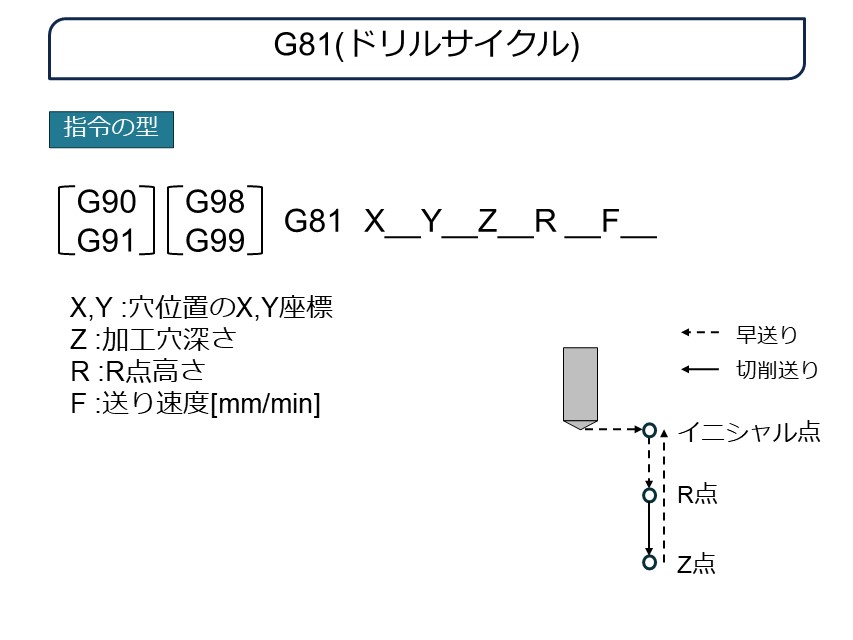
G81(ドリルサイクル)
ドリルサイクル(G81)は通常のドリルで穴を開ける場合に使用されます。動作としては単純に指令速度でZ方向に下がるだけです。穴底から戻る際には早送りとなります。
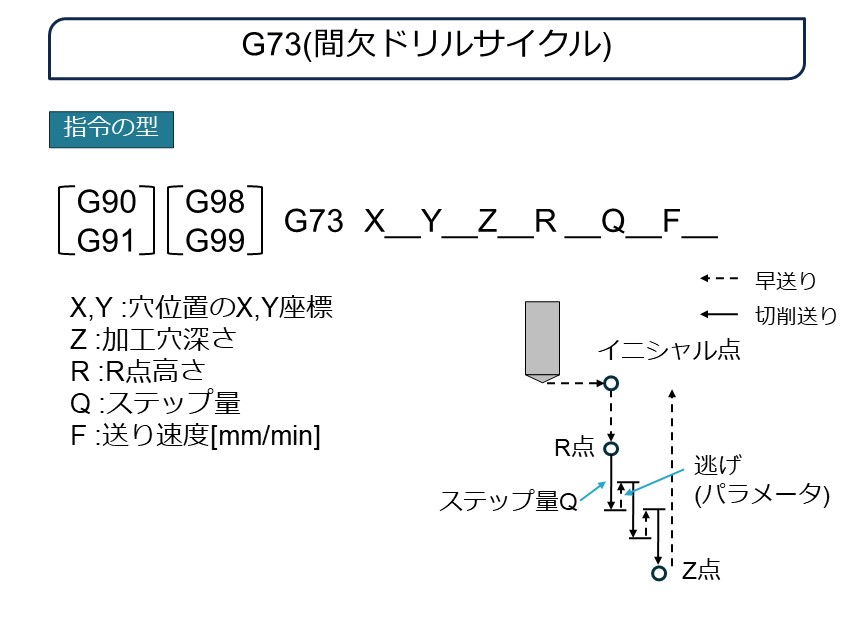
G73(間欠ドリルサイクル)
間欠ドリルサイクル(G73)は一定の切込み量ごとに逃げ動作を挟み、切りくずを分断しながら加工するドリルサイクルです。アルミ、銅などに穴加工を行うと、切りくずが長くなり、必然的に工具に切りくずが絡まる可能性が高まります。これを防ぐためによく使用されます。
なお、逃げの量は引数で設定することはできず、常に一定です。パラメータによって変更できます。
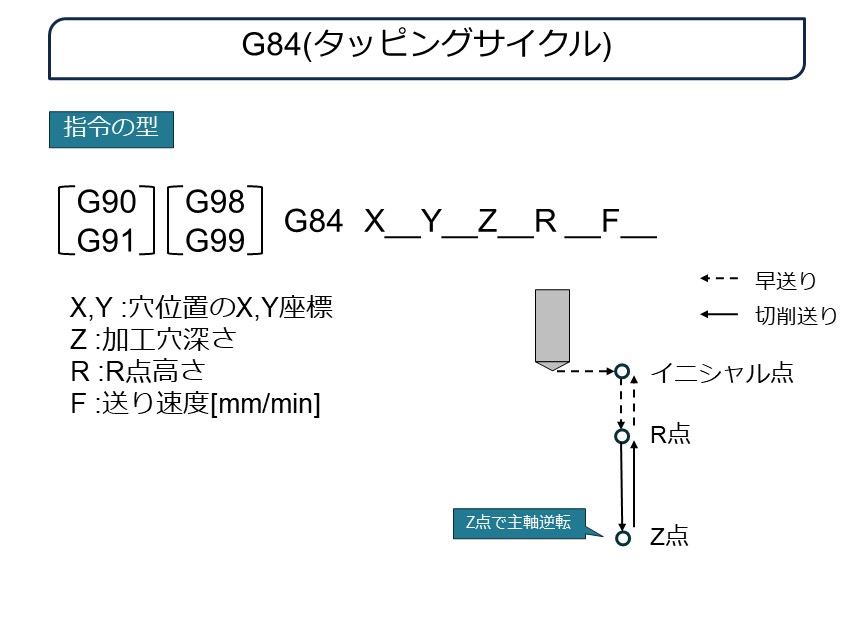
G84(タッピングサイクル)
タッピングサイクル(G84)はあらかじめ開けておいた下穴にタップ加工を行うためのサイクルです。タッピングサイクルG84は、タップ穴穴底で主軸が正転から逆転に切り替わることで、安全にタップをねじ穴から退避させます。なお、G84はリジットタッピングサイクルではないので、専用のタップホルダが必要になります。また、加工中は送り速度オーバーライドが100%固定になるので、注意が必要です。
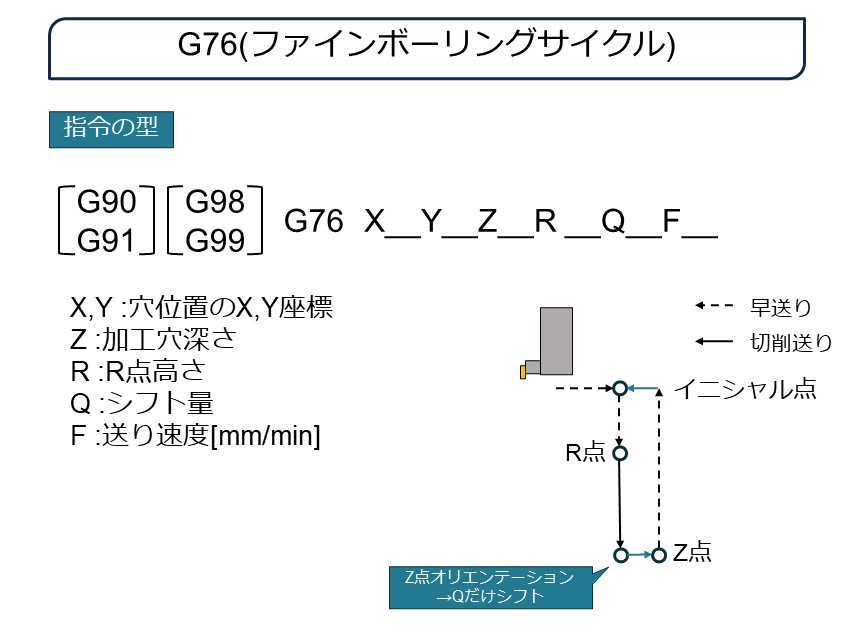
G76(ファインボーリングサイクル)
ファインボーリングサイクル(G76)はボーリングバーを使用した仕上げ加工に適した固定サイクルになります。指令速度でZ方向に加工後、穴底でオリエンテーション(主軸を一方向に位置決め)がかかります。その状態でシフトし、逃げ動作を行います。こうすることにより、穴内面を傷つけることなくボーリングバーを逃がすことが可能になり、きれいな穴内面が得られます。ちなみに、シフト方向は機械のパラメータに決めることができるので、事前に確認を行いましょう。
まとめ
- 固定サイクルとは単純な加工を簡単に指令するための機能である
- 主に穴あけに関する機能が搭載されている
- 指令方法に注意が必要である


コメント