
今回はマシニングセンタのツーリングについて解説していきます。
ツーリングとは?
ツーリングとは主軸に付く工具全般を意味します。具体的には加工を行うエンドミルなどの切削工具とそれを保持するホルダーのことを示しています。
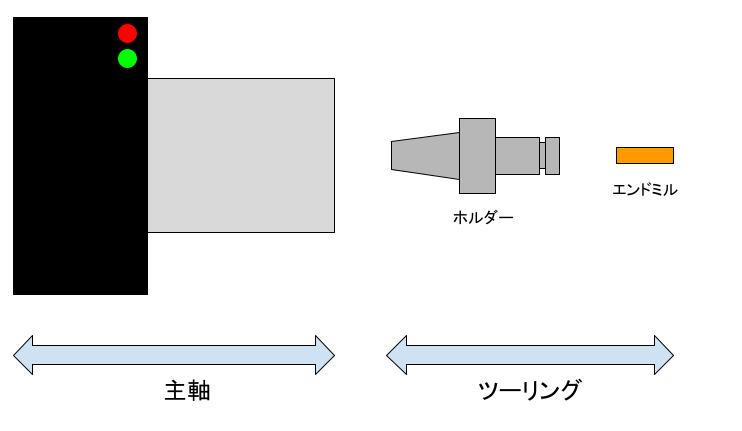
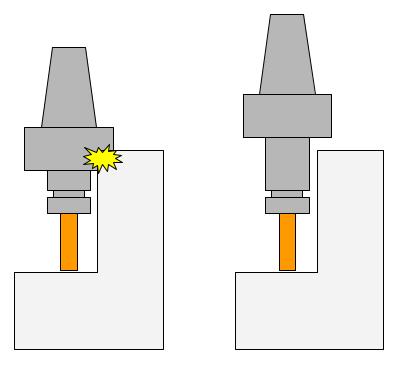
ホルダーを使用することで様々なエンドミルの使用を可能にし、ホルダー自身の長さを調節することで加工物との干渉を回避することができます。
また、ホルダーはインターフェース部と工具部に分かれています。インターフェース部は主軸に取りつく側、工具部はエンドミルなどの工具が取りつく側です。
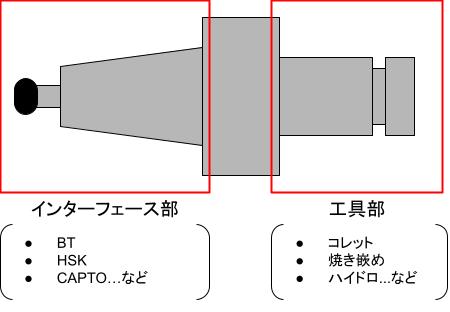
インターフェース部には様々な規格が存在しますが、日本国内ではBTシャンク、HSKシャンクという2種類が主流となっています。なお、インターフェースの異なる主軸とホルダーは取り付けることはできませんし、もし取り付けた場合は主軸が確実に壊れます。
工具部にも様々な種類があり、使用する工具径、工具の種類、加工方法などによって適切なものを選択しなければなりません。コレットチャックが日本国内ではよく使用されています。
インターフェース部について
日本国内で広く流通しているBTシャンク,HSKシャンクについて紹介します。国内で販売されている一般的なマシンぐセンタはどちらかに確実に対応しています。
①BTシャンク
日本国内で最も流通しているシャンク。かつて日本工作機械工業会が世界に先駆けて標準化したMAS規格によって規格化されました。特徴としては、①1面拘束であること②プルボルトによる引き込みであることが挙げられます。
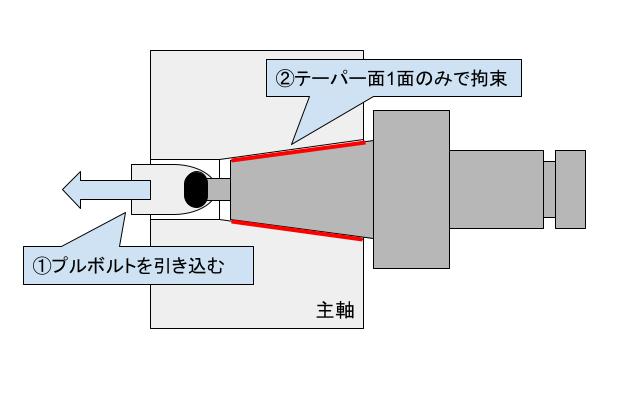
1面拘束なので構造は比較的シンプルで扱いやすいです。また、日本国内で古くから存在しているので、ママシニングセンタのシャンクと言えばBTと思う方が多いです。BT30,BT40,BT50というサイズが存在し、30番、40番、50番などと呼ばれています。例えば、BT50のインターフェースを搭載した主軸は50番主軸と呼ばれ、大きくて荒加工がゴリゴリできる機械という印象を持たれます。
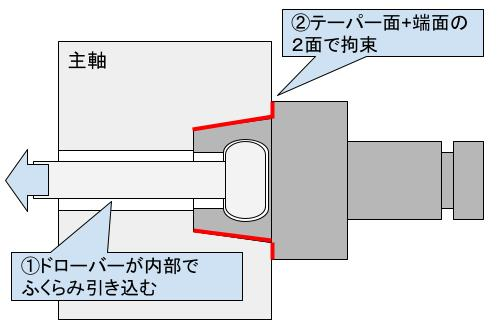
②HSKシャンク
BT規格が誕生したのちに、ドイツ主導のもと、工作機械のインターフェースについてISO規格が制定されました。そのとき、規格化されたインターフェースがHSKシャンクです。
HSKシャンクはBTシャンクと比較して高剛性、高クランプ力、高速回転向きなど、様々な利点があり、BTに代わる新たなインターフェースとして期待されていました。
実際、高速回転主軸を持つマシニングセンタにはHSKが採用されることが多く、ホルダメーカーの取り扱いも豊富です。
構造もBTシャンクとは違い、2面拘束でプルボルトがないことも特徴です。
工具部について
工具部はエンドミルなどの工具を簡単に、かつ短時間に脱着できるものが求められています。代表的なものを2点紹介します。
①コレットチャック
②焼き嵌めホルダ
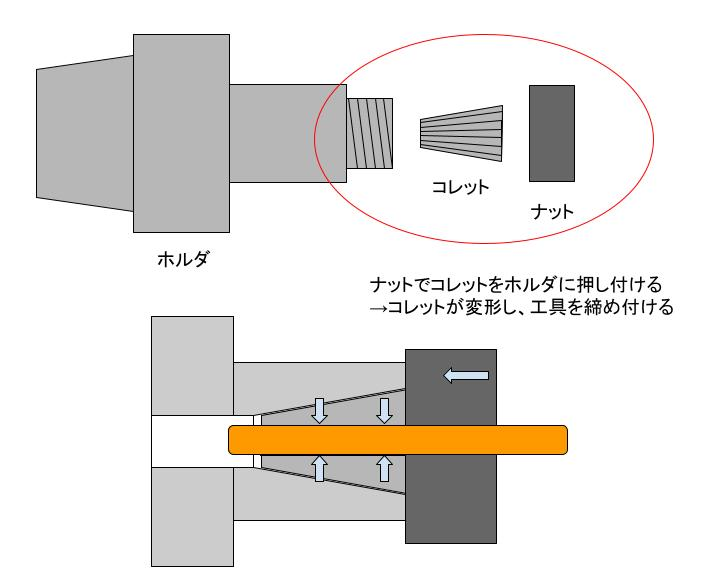
①コレットチャック


コレットチャックとは金属の弾性変形を利用したチャックです。テーパーのついたコレットをナットによってホルダに押し付けることにより、エンドミルを把持します。脱着が容易なことが大きな特徴です。
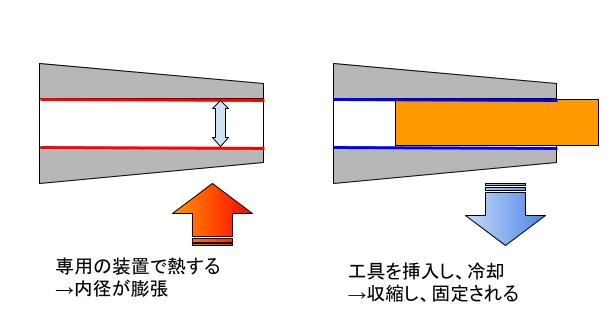
②焼き嵌めホルダ
②焼き嵌めホルダ
焼き嵌めホルダとは熱による金属の収縮を利用したチャックです。金属は温めると膨張し、冷やすと収縮します。その仕組みを利用し、温めた状態で工具を挿入し、冷やして固定するのが焼き嵌めホルダの仕組みです。工具先端がスリムになり、ワークとの干渉を抑えられるという特徴があります。

まとめ
・ツーリングとはマシニングセンタで加工を行うために必須なものであり、主軸に取りつくインターフェース部と工具を把持する工具部によって構成されている。
・インターフェース部、工具部には様々な種類があり、目的の加工によって使い分けている。
コメント