
今回はCBN工具について、解説していきたいと思います。どんな場面でCBN工具が必要になってくるか、また、どのように使用すべきかを初歩的な部分から解説していきます。
CBN工具とは・・・?
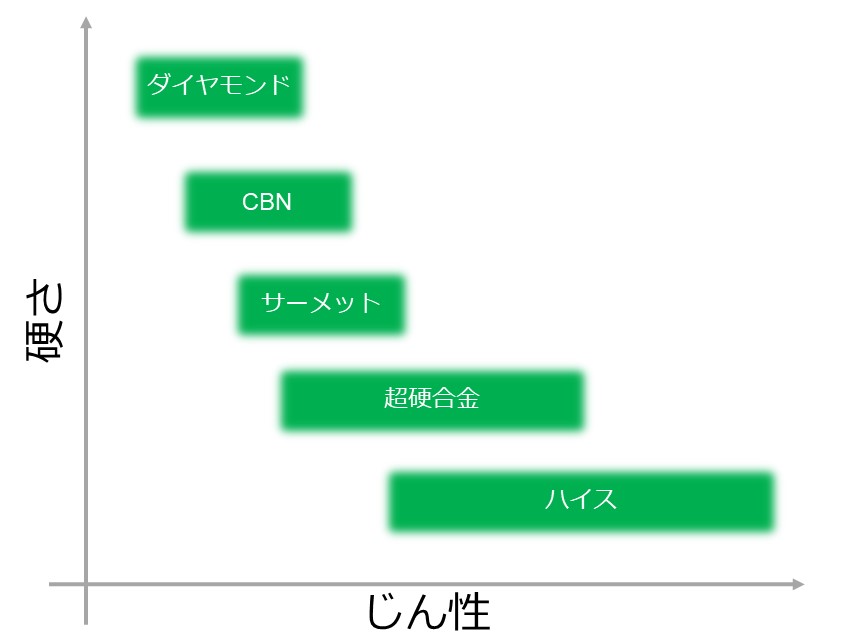
CBN(Cubic Boron Nitride)とは窒化ほう素という物質のことで、ダイヤモンドに次ぐ硬さを持つ化合物のことです。切削加工においてこの「硬さ」というものは非常に重要で、加工する材料より硬いチップを使用しないと、当然、加工を行うことができません。なので、切削加工の世界では超硬合金、サーメット、ダイヤモンド・・・など硬い材料を追い求めてきました…
そのような流れの中でCBNは開発されました。「1500度以上かつ5GPa以上の高い圧力」という高温・高圧力下で生成されるこのCBNは、物性としては非常に硬く、高温下においても硬さが失われないという特性を持っています。硬度が高いため寿命も長く、鉄系材料と親和性が低いので、焼き入れ鋼や焼結合金鋼など様々な鉄系材料を高速で加工することが可能です。ちなみに、CBN以上の硬さをもつダイヤモンドは高温になると、鉄系材料と反応して酸化してしまい、加工を行うことができません。
しかし、CBNは硬い分、割れ・欠けやすい素材となっており、荒加工には向きません。また、各工具メーカーがラインナップしている工具は、旋削用のチップやφ6mm以下の小径エンドミル、フェイスミルがほとんどのため、目的の加工に合う工具が見つからないこともあります。

cBN工具はどの場面で使用すべきか?
CBNの「耐熱性」「高硬度」「長寿命」といった特性を生かし、CBN工具は鉄系素材への低切込みでの仕上げ加工に使用されます。さらに、CBNの優れた熱伝導率を利用して、高い切削速度で超高速仕上げを行うことも可能です。
例としては、自動車のエンジンが挙げられます。エンジンのシリンダーブロックには高い平面度と面粗さが要求されます。また、加工時間の短縮も同時に求められるため、高速切削が可能で、耐摩耗性に優れたCBN工具が求められる傾向にあります。
また、耐摩耗性の点においては、金型の仕上げ面を均一にするためによく使用すされています。小径のボールエンドミル型CBN工具を使用し、取り代管理が特に重要なPCD工具の前加工に使用されます。
耐熱性の点においては、耐熱合金、ステンレスなどの切削熱が問題になる材料への高速加工も可能となります。焼き入れ材に直接加工を行うこともでき、今まで研削で仕上げていた加工をマシニングセンタで行うといった工程集約が可能になります。近年では多刃CBNエンドミルという製品も登場しており、難削材の高能率加工において1つのソリューションとなっています。ただし、工具1本あたりの値段はすさまじく高いです…

使用上の注意点
CBNは硬度が高い分、割れ、欠けが発生しやすいです。そのため過度の切込み量を入れるのは厳禁です。また、熱衝撃には比較的弱いほうなのでクーラントは使用せず、エアブローorミストブローを使用すると良いでしょう。
また、CBNにはバインダー(結合剤)が含まれているものが多くあります。このバインダーの種類、量などによって、切削特性も異なってきます。バインダーの量が多くなれば、欠けに強くなり、少なくなれば耐摩耗性が向上する、といった具合です。用途に合わせた選択が必要です。
また、バインダーを使用しないバインダレスCBNという工具も存在します。バインダーを使用しないため、工具表面の凹凸が極限まで少なくなり、金型などに対し、高面品位な加工が期待できます。また、熱伝導率も改善され、より高能率に加工を行うことができるようになります。しかし、バインダレスCBNは製造に大きなコストがかかり、工具1本当たりの価格も大きくなる傾向があります。コストと見合う工具なのか判断が難しくなりそうです。


まとめ
- CBN工具はダイヤモンドに次ぐ硬さを誇る化合物である
- 「耐熱性」「高硬度」「長寿命」の3つの特徴を生かし、鉄系の仕上げ加工に使用される
- 硬い分、欠けやすいので過大な切込みは厳禁


コメント